Semestre 2
SAE2.01
Spécification des processus d’élaboration d’une pièce
Objectif
La tache authentique consiste à déterminer les différents procédés d’élaboration d’une pièce à partir d’un dossier de définition. En tant que bureau des méthodes on doit proposer une étude comparative des procédés éligibles au respect des contraintes imposées.
Ressources
Il nous est donnée:
.dessin de définition de la pièce;
.les documents spécifiant les coûts machine et humain;
.extrait abaque pour les propriétés du matériau.
Cadre du problème
Dans la réalité industrielle un même projet peu souvent avoir plusieurs solution techniques. Cependant le bureau d’étude (BE) en collaboration avec le bureau méthode (BM) cherche toujours un compromis en terme de rapport qualité coût de production.
Ainsi la seule méthode qui sera retenir et investiguée en gamme de fabrication doit prendre en compte toutes ces contraintes.
Notre étude consistera à spécifier les procédés d’obtention d’une série de 500 pièces en fonction des informations données en ressource.
Mots clés
DECOUPE
PLIAGE
POURCENTAGE D’UTILISATION
EFFORT DE COUPE
Etude préliminaire
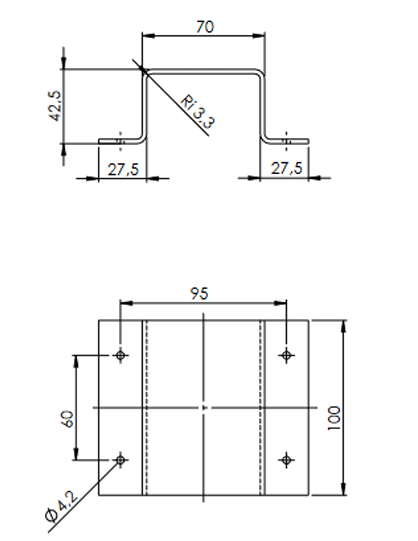
I. Savoir la longueur développée de la pièce
En tenant compte de la perte de matière à chaque plie (soit S’=4.8 mm pour un Vé de 90°) nous calculons la longueur développée qui vaut Ld=190.8 mm . Ainsi nous trouvons l’encombrement de notre pièce valant: (L ×l ×e = 190.8 ×100 ×2.5)
II. Calcul du pourcentage d’utilisation de la tôle
On applique simplement les formules vu en cours de Production Méthode pour trouver les pourcentages d’utilisation dans chaque cas. On trouve les résultats ci-dessous:
Cas d’une tôle de 6 m par 3 m : n = 92,22%
Cas d’une tôle de 3 m par 2 m : n = 84,58%
Etude comparative
Au vu des coefficients d’utilisation calculés nous pouvons voir que : la découpe Poinçonneuse (Cas d’une tôle de 6 m par 3 m) donne une meilleure utilisation de matière par rapport à la découpe Plasma (Cas d’une tôle de 3 m par 2 m). Cela s’explique bien par l’importance des pertes admises dans ce dernier cas: soit une perte de 4 mm contre seulement 2 mm en découpe Poinçonneuse.
Après calcul des coûts de production dans chaque dans chaque cas on obtient que: la découpe en Poinçonneuse nous revient à un coût total de (4797.1591€) alors que la découpe plasma elle nous revient à (1957.632€). Nous remarquons une nette différence de coût entre les deux procédés. Cela s’explique par le fait que la découpe Poinçonneuse nécessite des coût supplémentaires à l’outillage bien qu’elle offre un bon état de surface par rapport au plasma.
Choix final et motif
On choisi la découpe plasma
Pour son meilleur coût adapté à notre série
Parce qu’elle ne nécessite de coût supplémentaire pour l’outillage
On rejette la découpe poinçonneuse
Pour son coût élevé et incompatible avec notre série
Parce qu’elle nécessite des coûts supplémentaires pour l’outillage (soit 3000 €)
Valeur ajoutée
Dans l’écosystème industriel l’une des contraintes majeures auxquelles doit répondre le bureau d’Etude est l’optimisation des coûts de production. Ainsi trouver un compromis entre qualité et coût devient incontournable. De cette étude donc j’ai pu comparer différents moyens de production d’une série donnée. Il a été question d’analyser les sources de dépenses adaptées à chaque cas pour en fin choisir le moyen le plus économique qui est « la découpe plasma ».