Objectif
En tant qu’entreprise, nous sommes sollicité à conditionner les granules pour un groupe pharmaceutique important. Le groupe pharmaceutique fournit l’ensemble des éléments nécessaires au conditionnement, à savoir les granules, ainsi que les boîtes et les couvercles. Notre but est alors de mettre les granules dans les boites à travers une cellule flexible de production qui sera programmée à ce effet.
Présentation du magasin de production
Notre entreprise dispose d’une cellule flexible de production robotisée; elle est équipée de SEPT (7) magasins dont chacun occupe une place dans le circuit globale : du ravitaillement en boite à la palettisation des colis (produit fini).

Magasin TOOL1,2 et 3
Ces magasins ont pour but d’assurer le ravitaillement en boite vide et leur remplissage à travers la trémie au grammage souhaité par le client. Ensuite ils sont remis sur le convoyeur pour le TOOL7.

Magasin TOOL7
Ce magasin a pour but de fermer les boites de dragées avec un couvercle. Puis les imprimer une étiquette qui indique les informations : nom du client, type de conditionnement, quantité du grammage, etc. En suite les boites son remis sur le convoyeur pour le TOOL8.

Magasin TOOL8
Cette station sert à stocker les boites dans un magasin vertical pour une durée d’au moins 10 mins selon les informations client. Puis les boites sont déstockées à la demande de l’operateur pour être convoyé vers la station de colis pour livraison au client.

Situation authentique à résoudre dans ce projet
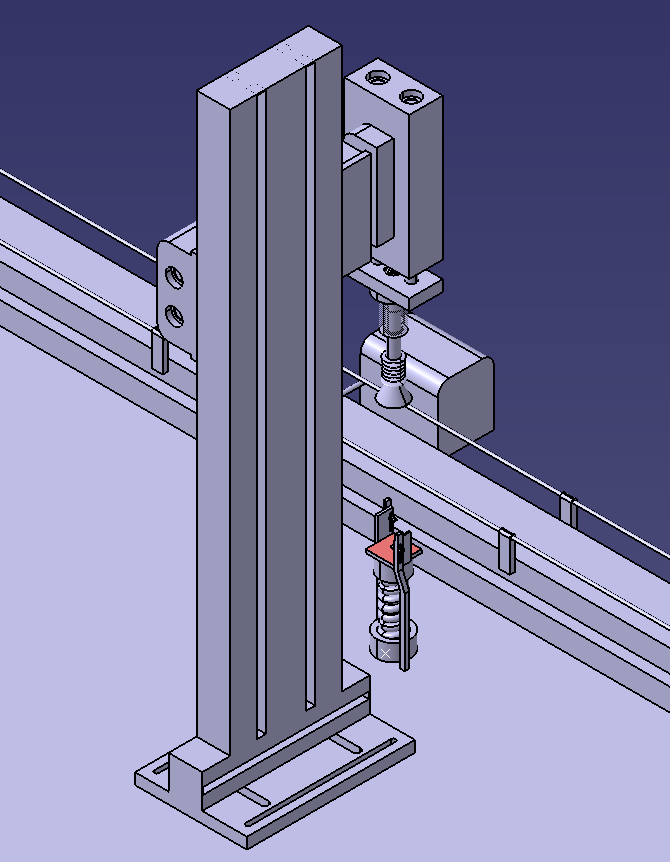
Dans le circuit de conditionnement, nous devons modifier le TOOL4 pour l’adapter au dépôt des étiquettes dans les boites. L’idée est d’utiliser une ventouse adaptée à la prise des étiquettes. Le magasin TOOL4 étant équipé de deux (2)vérins nommés : Vérin-J (Translation horizontal sur X) et Vérin-K (Translation verticale sur Z).
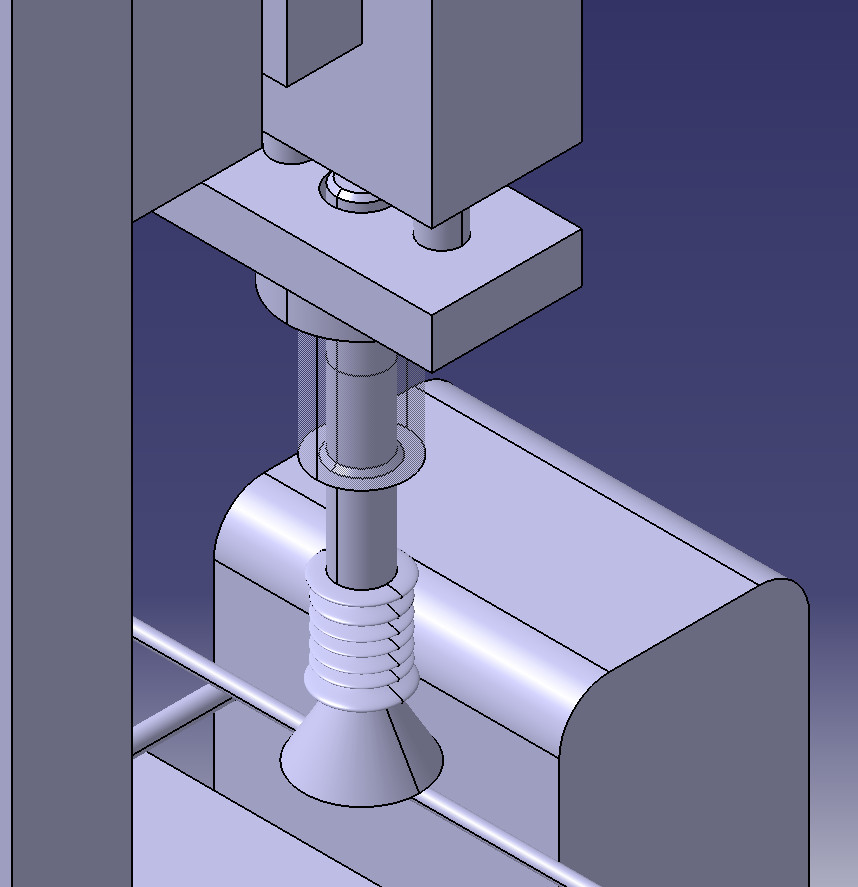
Solution proposée
On va utiliser un système à ressort qui va garder une hauteur stable des étiquettes
par pression constante par rapport à un niveau qui est pour nous le niveau de prise
Données du problème et contrainte
Dimension des étiquettes
Contraintes
Les étiquettes sont de dimensions : 25x25mm et une épaisseur 0.1mm. L’idée est de garder la hauteur de la surface de prise à peu près constante, malgré la diminution de la pile.
Utiliser la ventouse + vérin comme moyen de prise.
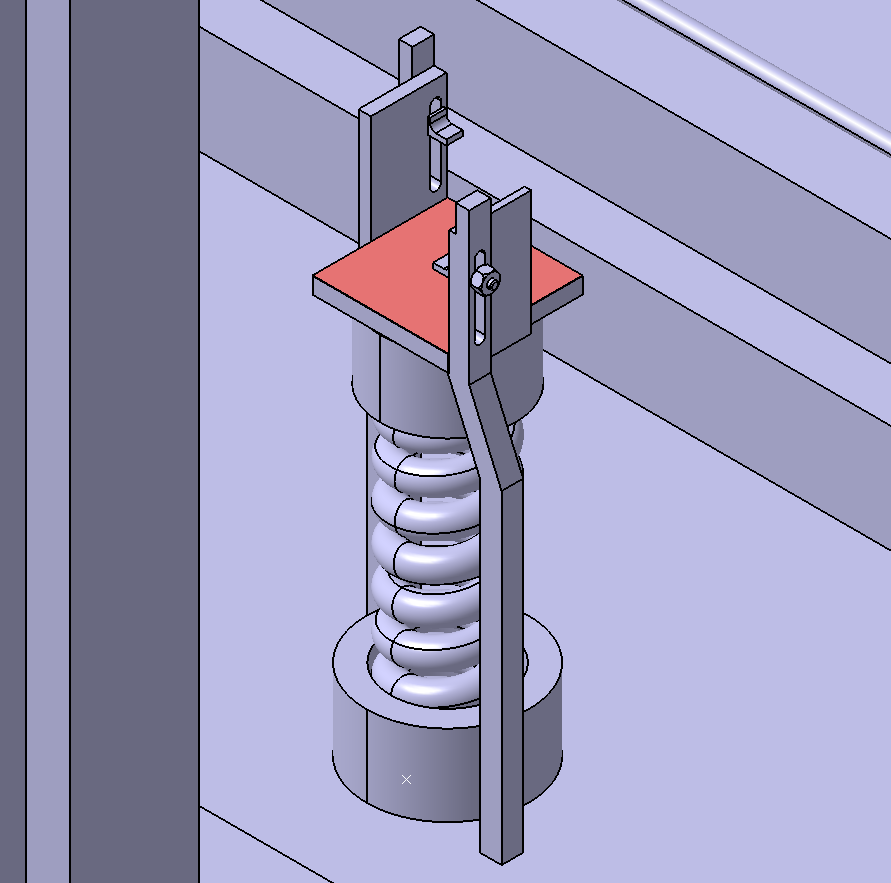
Principe de fonctionnement du plateau à ressort
Un petit plateau rectangulaire 25.5×25.5 monté sur guidage vertical par une glissière. Sur ce plateau, on pose directement la pile d’étiquettes.
Un ou deux ressorts de compression sous le plateau, qui le poussent vers le haut. Plus il y a d’étiquettes (pile lourde), plus le plateau est en bas ; moins il y en a, plus le plateau remonte. Deux guides verticaux réglables qui entourent la pile pour garder les étiquettes bien alignées (jeu de 0,2 à 0,5 mm de chaque côté).
En haut, on fixe une butée réglable (une petite plaque ou patin) qui limite la montée du plateau. De cette manière, la première étiquette arrive toujours au voisinage d’un même plan de référence. Au-dessus de la pile, on prévoit une petite “fenêtre” : Soit un cadre ouvert sur le dessus, qui laissent la surface de la première étiquette libre au centre pour que la ventouse vienne la chercher, tout en retenant la pile.
Assemblage de l’ensemble pour visualiser la solution
Valeur ajoutée
Cette situation d’apprentissage m’a permis de développer des compétences solides en travail collaboratif autour d’un projet technique, en comprenant l’importance de la coordination, de la répartition des tâches et de la communication au sein d’une équipe. Elle m’a également conduit à maîtriser l’utilisation de l’outil TIA Portal pour la conception et la mise en œuvre de systèmes automatisés, notamment pour synchroniser des tâches et assurer la cohérence du fonctionnement global.
À travers cette expérience, j’ai acquis une meilleure compréhension du rôle stratégique de l’automatisme dans l’environnement industriel, ainsi que de son intégration au sein des processus de production. La SAE m’a par ailleurs amené à développer une analyse critique quant aux choix techniques liés à l’architecture, à l’intégration et au pilotage d’un système automatisé. J’ai ainsi pris conscience que la pertinence de ces choix conditionne directement l’optimisation des performances, la fiabilité du système et l’atteinte des objectifs industriels attendus
Rapport du projet
Note du projet
17/20