C’est quoi une SAE en GMP ?
Comment réussir une SAE ?
SAE (Situation d’Apprentissage et d’Evaluation), sont une part déterminante dans la formation de l’étudiant en GMP. Une SAÉ est une tâche authentique consciemment organisée pour permettre le développement de compétences ciblées.
Le propre d’un ingénieur reste d’apporter des solutions concrètes et viables dans le temps dans le plus bref délaie possible. C’est pourquoi la réussite d’un projet dépend entièrement d’une bonne organisation en temps et en tâches. Suivant les modules et les SAE.S, les délaies des rendus sont plus ou moins long. Mais une SAE réussie est celle faisant le lien entre les ressources et la situation authentique.
MES PROJETS – 1ere ANNEE
SAE1.04 : Organisation structurelle de l’Industrie
Semestre 1
Objectif
Par investigation au sein d’une entreprise nous devrions présenter une organisation industrielle dans laquelle évolue un technicien titulaire d’un BUT Génie Mécanique et Productique, en vue d’améliorer nos perceptions de l’organisation de l’industrie manufacturière et des flux d’informations entre les différents services liés aux métiers du GMP.
Démarches
Pour commencer
Il fallait tout d’abord trouver une interview au près d’une entreprise. Donc il a fallu contacter plusieurs entreprises avant de finalement l’obtenir au près de LISI Aerospace basée à Bar-Sur-Aube.
LISI AEROSPACE
Active depuis 1977 sur le marché des fixations, LISI AEROSPACE est également un acteur reconnu dans la fabrication de composants métalliques pour moteurs d’avions et structures aéronautiques depuis 2011.
Ce que j’ai appris du métier du GMP
Domaine d’exercice
Un titulaire du BUT GMP est formé pour répondre aux besoin de l’entreprise dans le secteur mécanique. A ce titre il est apte à assurer multiples fonctions durant tout le cycle de vie d’un produit allant de sa conception (idée) à sa mise sur le marché (industrialisation). Il peut ainsi occuper différentes fonctions dont:
. Ingénierie de conception: bureau d’étude (BE), recherche, développement;
. Ingénierie de production: production, méthode & industrialisation, maintenance;
. Organisation de la production industrielle: achat – vente, métrologie & contrôle, gestion de production, qualité, logistique.
Une évolution de carrière
Le titulaire du BUT GMP, tout comme l’industrie en général, est confronté à une mutation des besoins en raison du changement constant des procédés usuels. Donc choisir un profil GMP, c’est d’abord choisir le chemin de l’adaptation et de l’apprentissage continu. Ainsi, selon les niveaux de compétence et/ou d’expérience professionnelle, la personne pourra connaître une évolution de carrière pouvant aller de simple assistant technique à la des responsabilités plus conséquentes comme DG ou Chef de projet. Un parcours extra BUT serait alors nécessaire, notamment un statut d’Ingénieur.
Compétences Indispensables
La rigueur – l’esprit d’équipe – la responsabilité et l’envie de l’apprentissage continue sont indéniables au métier du GMP.
Un résumé de l’activité Industrielle
« Tout part d’un besoin exprimé par un client particulier (une commande) ou de l’initiative des équipes de recherche – développement (une innovation). Une fois la commande et/ou l’idée proposée, les acteurs impliqués se mettent sur pied chacun en ce qui le concerne. Le bureau d’études, qui est le pont entre l’entreprise et les clients, procède à une étude de faisabilité du projet au cours de laquelle un terrain d’entente est trouvé entre les besoins exprimés et les moyens de production de l’entreprise. Cette phase se solde par un document contractuel qui est l’avant-projet d’étude de fabrication (APEF). Un modèle numérique du produit est alors réalisé avec toutes les exigences requises. Alors entre en jeu l’équipe de production : ici il est question d’étudier et de mettre en place les procédés de production ; les contrats de phase, la gamme de fabrication y est élaborée. Parallèlement aux travaux du bureau méthode (BM), l’échange d’informations entre tous les secteurs est crucial. C’est notamment le cas avec l’équipe de la forge (pour le lopin), l’équipe de traitement de surface, le contrôle qualité, etc… »
Valeur ajoutée
Au moyen de cette interview j’ai pu me faire une idée sur ce à quoi pourrait ressembler l’écosystème industrielle, m’apercevoir de la place de la communication à toutes les étapes de la vie d’un produit et en fin voir concrètement différents profils de métiers pour un titulaire d’un BUT-GMP avec les risques potentiels.
Rapport du projet
Moyenne du projet
18/20
SAE1.03 : De la maquette au prototype physique (Modification d’un système de réglage sur une machine à emballer)
Semestre 1
Objectif
Concevoir une adaptation du système de réglage des formats sur une sur emballeuse afin de permettre un réglage automatisé et de proposer cette option au client
Mots Clés
MISE EN POSITION – CENTRAGE-MAINTIENT EN POSITION
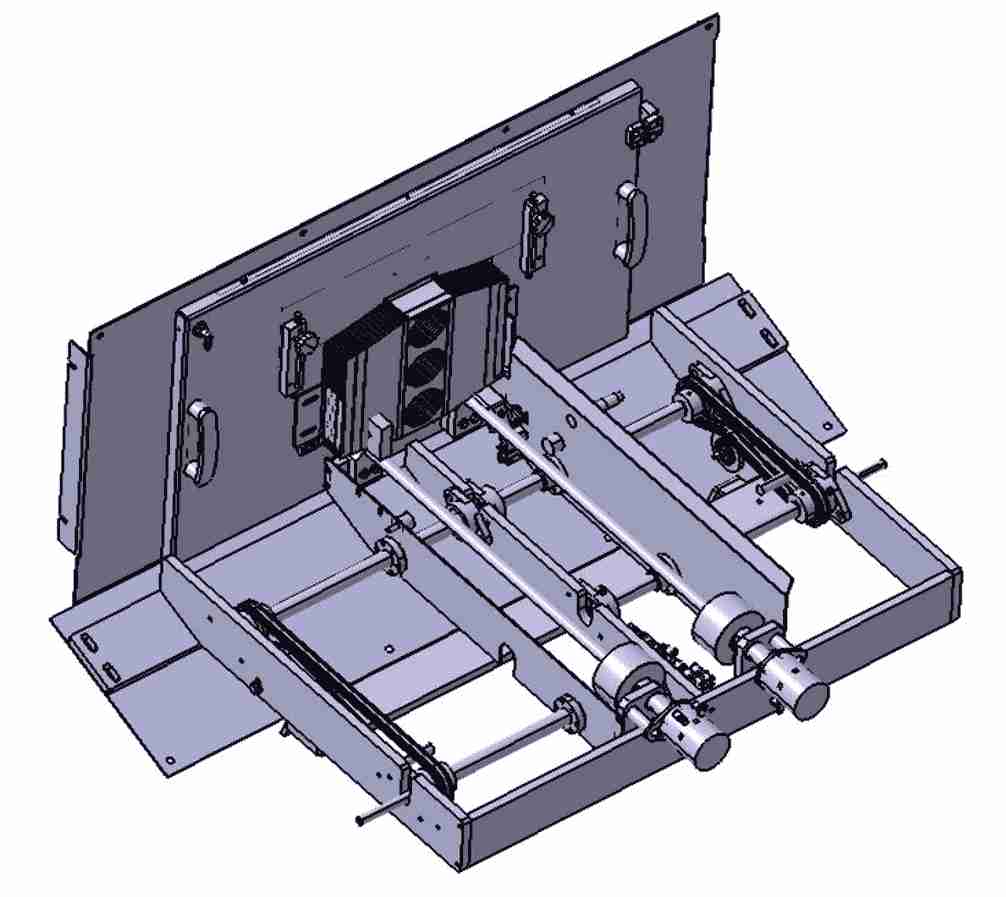
MAGASIN D’EMBALLAGE
Le changement de format actuel des emballages se fait par l’utilisateur manuellement. Nous devons motoriser cette tâche à l’aide de deux moteurs ARIDRIVE R04 fixés au moyen d’une bride et d’une platine de part et d’autre de celui-ci.
Ce que nous avons !
Le magasin complet, le bloque moteur, le réducteur ont été fourni en document ressources. Un cahier des charges préétabli est également mis en disposition.
Ce que nous devons concevoir !
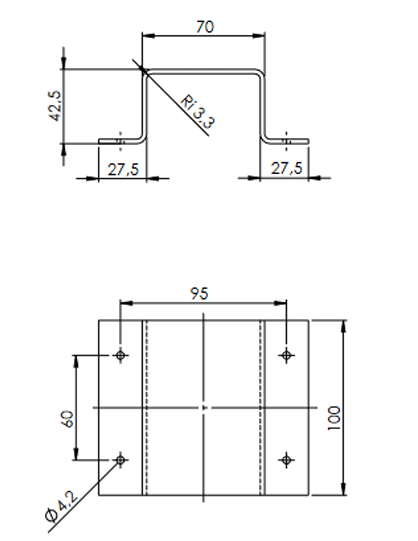
L’assemblage du système nécessite une bride de fixation du moteur sur le réducteur, une platine pour fixer l’ensemble moto-réducteur sur le magasin de carton et une clavette pour la transmission de couple.
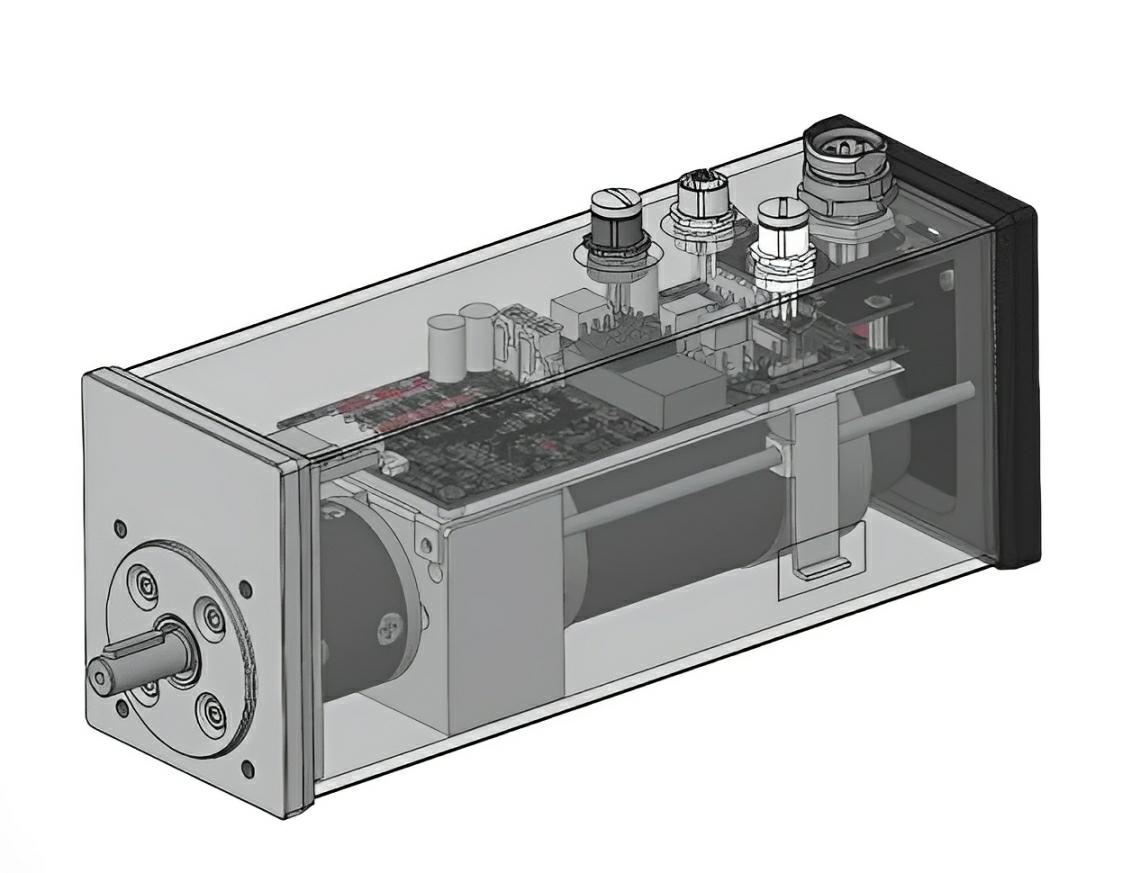
Ceci est notre système bloque moteur ARIDRIVE R04 qu’on cherche à assembler avec le réducteur. Il aura alors la fonction de fournir l’effort mécanique nécessaire à l’actionnement des axes du magasin. Il faudra pour cela une transmission de couple de l’arbre moteur au réducteur, ici par clavette,
Fonction de la bride: réaliser la liaison encastrement démontable entre le moteur et le réducteur.
Mise en position sur le moteur : appui plan et centrage court.
Pour assurer le centrage court sur le moteur il faut que l’allégeage de Փ60 de la bride ait une profondeur supérieur à 2,6mm. Donc on a pris pour valeur 3mm. Avec l’appui plan sur le corps du moteur on assure l’isostatisme. Le maintient en position se fait par 4 Vis CHC M6*12.
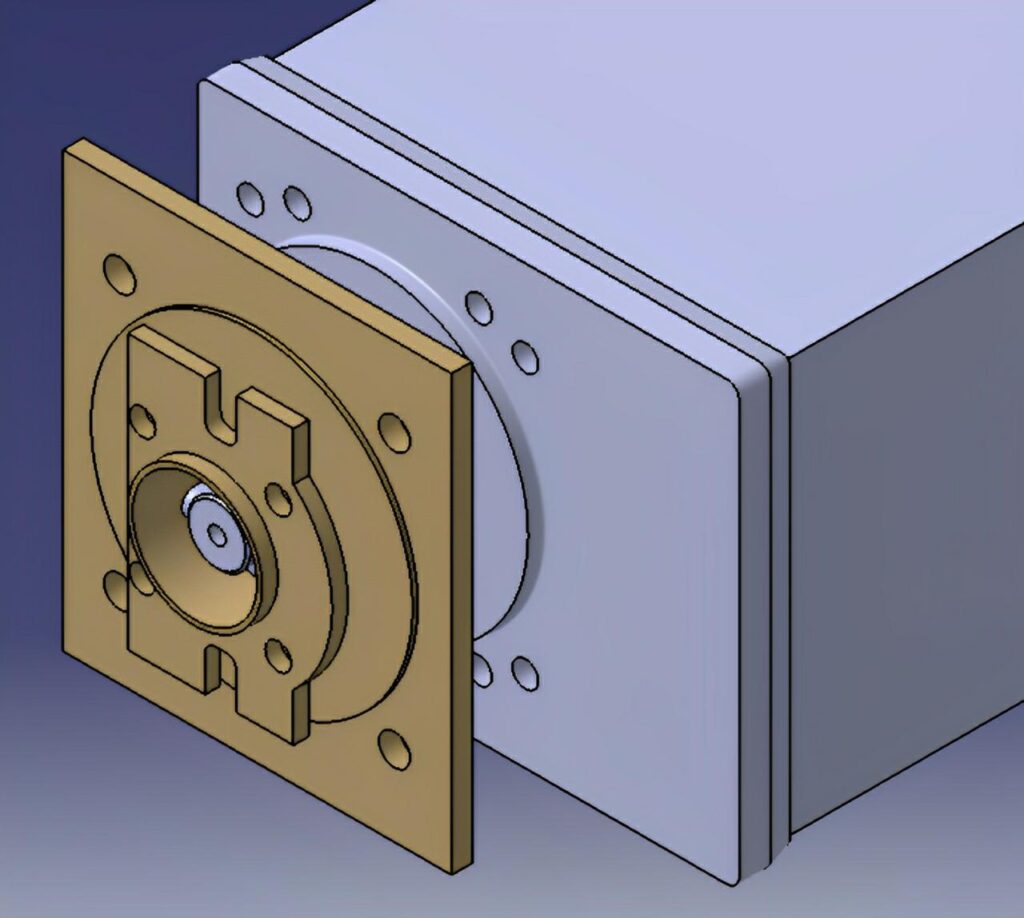
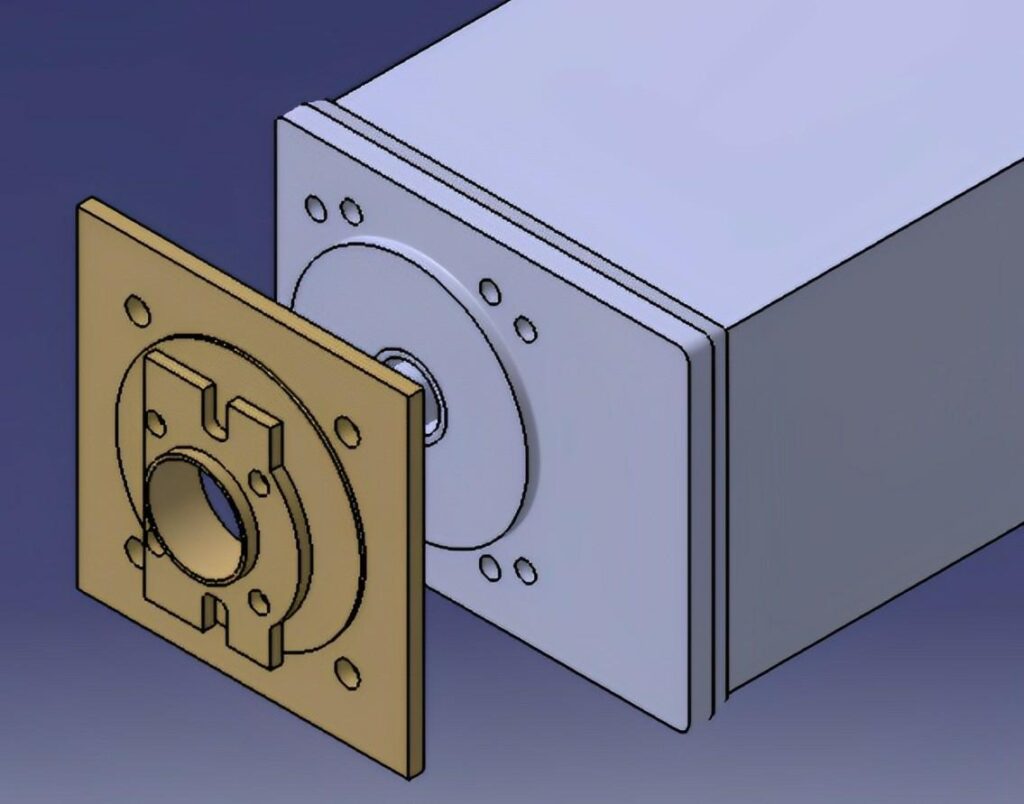
La mise en position sur le réducteur : se fait par appuis plan et centrage court dans l’allégeage de Փ26. Pour rester respectueux du Cahier Des Charges, il faut que l<3mm. On a donc pris comme épaulement sur la bride l=3mm en présence du joint statique de 0.7mm d’épaisseur. Donc un centrage court sur 2.3mm de longueur. Les 4 Vis CHC M5*12 permettent le maintient en position.
Joint à lèvre dynamique : avec ses 4mm d’épaisseur, il est monté dans un allégeage de forme foré sur la face de la bride.

JOINT DYNAMIQUE
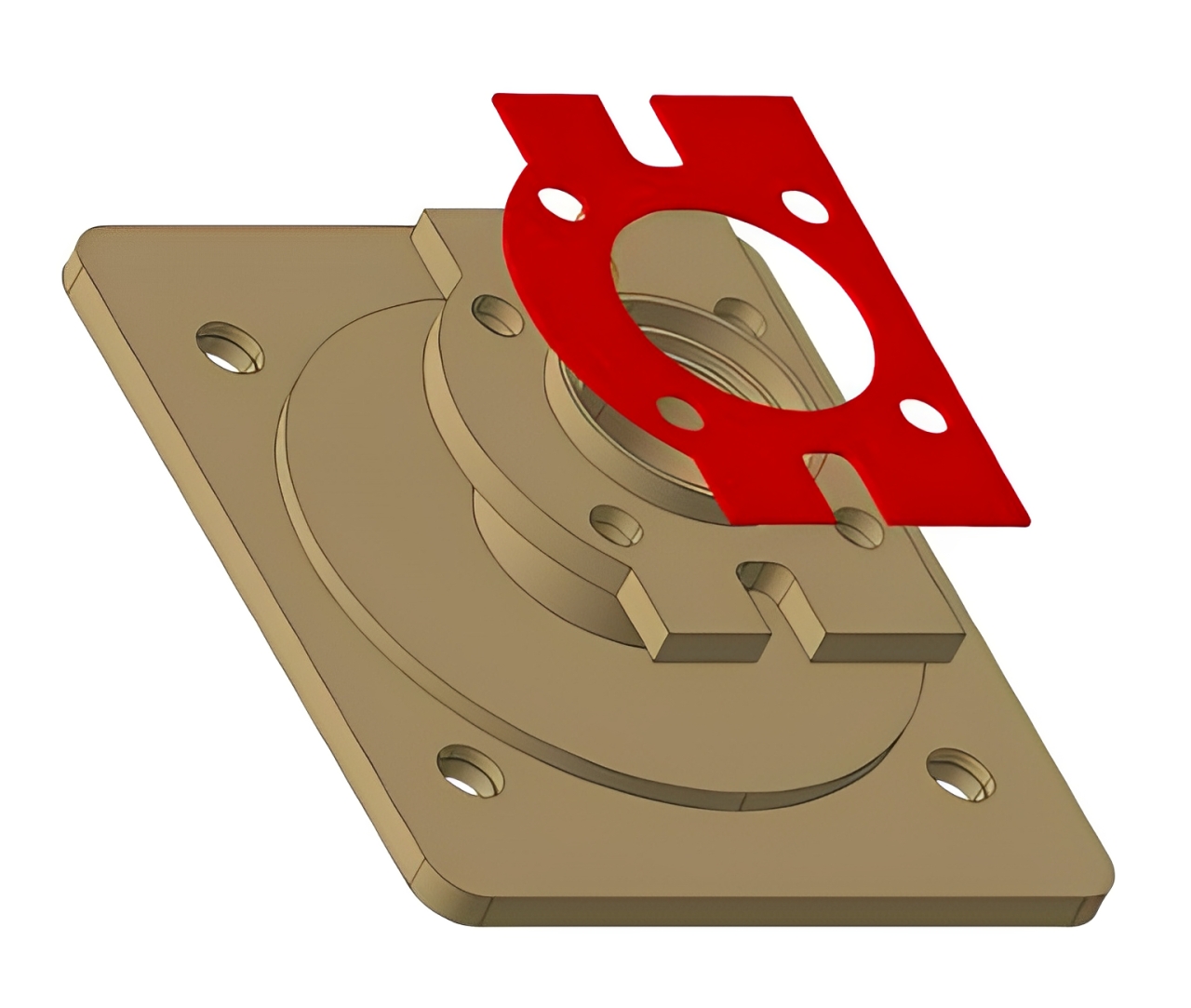
JOINT ÉTANCHÉITÉ

BRIDE SUR REDUCTEUR
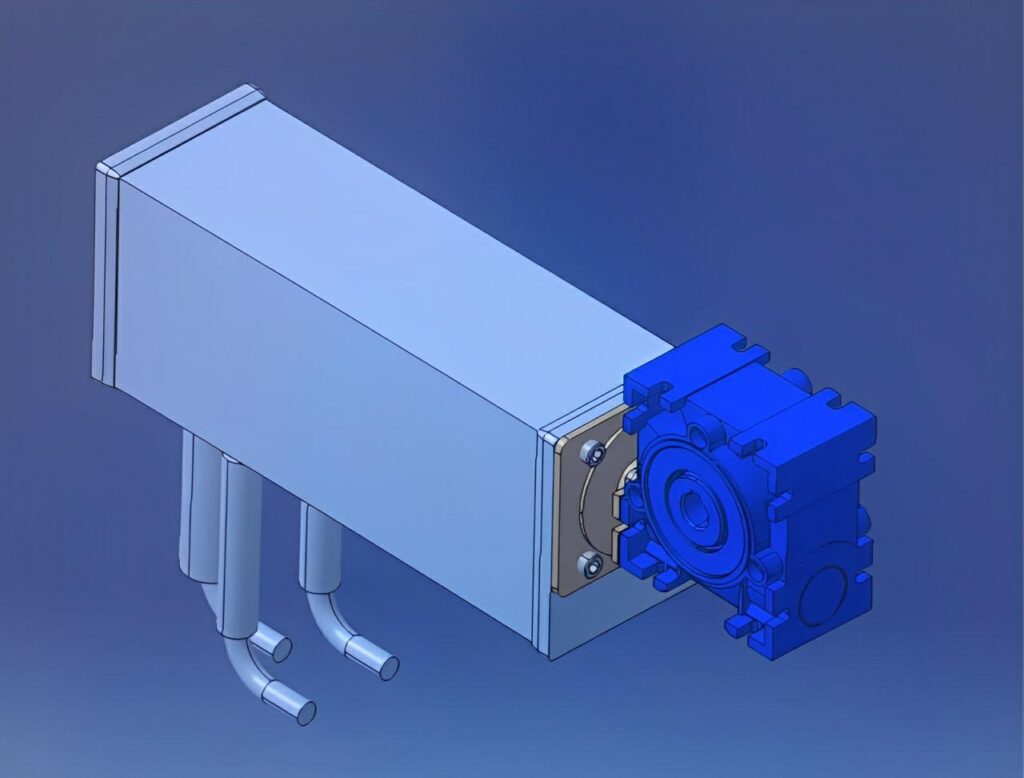
Ici nous avons notre assemblage du moto réducteur. Il reste désormais à le monter sur le magasin à l’aide de la platine et d’une clavette montée sur l’arbre de celui-ci.
Valeur ajoutée
De cette activité j’ai pu mettre en œuvres les connaissances relatives à la conception et la réalisation d’un assemblage selon un cahier des charges donné. J’ai trouvé une application systématique des notions de Mise en Position(MIP) et de Maintient en Position(MAP) tout en découvrant les erreurs à ne pas commettre dans ce cas précis.
J’ai apprécié mon investissement en général dans ce projet bien que j’aie par moment laissé le temps me rattrapé. Si je peux me résumer en une phrase c’est que: j’ai bien acquis les notions ciblés par le projet mais quelques failles dans ma planification m’ont coûtées dans la qualité de mon rendu notamment un rapport qui était inachevé.
C’est un aspect que je ferai tout le possible de corriger dans l’avenir: la gestion de mon temps de travail.
Rapport du projet
Moyenne du projet
15.50/20
SAE2.01 : Spécification des processus d’élaboration d’une pièce
Semestre 2
Objectif
La tache authentique consiste à déterminer les différents procédés d’élaboration d’une pièce à partir d’un dossier de définition. En tant que bureau des méthodes on doit proposer une étude comparative des procédés éligibles au respect des contraintes imposées.
Ressources
Il nous est donnée:
.dessin de définition de la pièce;
.les documents spécifiant les coûts machine et humain;
.extrait abaque pour les propriétés du matériau.
Cadre du problème
Dans la réalité industrielle un même projet peu souvent avoir plusieurs solution techniques. Cependant le bureau d’étude (BE) en collaboration avec le bureau méthode (BM) cherche toujours un compromis en terme de rapport qualité coût de production.
Ainsi la seule méthode qui sera retenir et investiguée en gamme de fabrication doit prendre en compte toutes ces contraintes.
Notre étude consistera à spécifier les procédés d’obtention d’une série de 500 pièces en fonction des informations données en ressource.
Mots clés
DECOUPE
PLIAGE
POURCENTAGE D’UTILISATION
EFFORT DE COUPE
Etude préliminaire
I. Savoir la longueur développée de la pièce
En tenant compte de la perte de matière à chaque plie (soit S’=4.8 mm pour un Vé de 90°) nous calculons la longueur développée qui vaut Ld=190.8 mm . Ainsi nous trouvons l’encombrement de notre pièce valant: (L ×l ×e = 190.8 ×100 ×2.5)
II. Calcul du pourcentage d’utilisation de la tôle
On applique simplement les formules vu en cours de Production Méthode pour trouver les pourcentages d’utilisation dans chaque cas. On trouve les résultats ci-dessous:
Cas d’une tôle de 6 m par 3 m : n = 92,22%
Cas d’une tôle de 3 m par 2 m : n = 84,58%
Etude comparative
Au vu des coefficients d’utilisation calculés nous pouvons voir que : la découpe Poinçonneuse (Cas d’une tôle de 6 m par 3 m) donne une meilleure utilisation de matière par rapport à la découpe Plasma (Cas d’une tôle de 3 m par 2 m). Cela s’explique bien par l’importance des pertes admises dans ce dernier cas: soit une perte de 4 mm contre seulement 2 mm en découpe Poinçonneuse.
Après calcul des coûts de production dans chaque dans chaque cas on obtient que: la découpe en Poinçonneuse nous revient à un coût total de (4797,1591 €) alors que la découpe plasma elle nous revient à (1957,632 €). Nous remarquons une nette différence de coût entre les deux procédés. Cela s’explique par le fait que la découpe Poinçonneuse nécessite des coût supplémentaires à l’outillage bien qu’elle offre un bon état de surface par rapport au plasma.
Choix final et motif
on choisi la découpe plasma pour
Pour son meilleur coût adapté à notre série
Parce qu’elle ne nécessite de coût supplémentaire pour l’outillage
On rejette la découpe poinçonneuse pour
Pour son coût élevé et incompatible avec notre série
Parce qu’elle nécessite des coûts supplémentaires pour l’outillage (soit 3000 €)
Valeur ajoutée
Dans l’écosystème industriel l’une des contraintes majeures auxquelles doit répondre le bureau d’Etude est l’optimisation des coûts de production. Ainsi trouver un compromis entre qualité et coût devient incontournable. De cette étude donc j’ai pu comparer différents moyens de production d’une série donnée. Il a été question d’analyser les sources de dépenses adaptées à chaque cas pour en fin choisir le moyen le plus économique qui est « la découpe plasma ».
Rapport du projet
Moyenne du projet
17.60/20
SAE2.05 : Conception et dimensionnement d’une pièce de sécurité
Semestre 2
Objectif
L’objectif de la situation authentique est de concevoir un sous ensemble (bras – étrier – tirant ) ayant pour vacation d’assurer la liaison entre l’axe du palonnier et le GMP (Groupe Moto Pompe)
Comment on s’y prend ?
Pour bien dimensionner une structure mécanique il faut d’abord connaître ses interactions avec son environnement extérieur selon les sollicitations auxquelles elle sera soumises.
C’est pourquoi notre démarche se constituera comme telle:
1- Recherche des sollicitations extérieures à notre système;
2- Comparaison avec les propriétés du matériau utilisé;
3- Validation du système.
Qu’est ce qu’il faut considérer ?
Nous devons prendre en compte:
.La Charge Maximale d’Utilisation (CMU) {qui est la charge maximale que le palonnier peut supporter en utilisation courante};
.La Charge Maximale Admissible (CMA) prenant en compte le coefficient de sécurité qui vaut 2.
Termes clés !
Resistance mécanique
PFS
traction | compression
Déformée d’une structure
Limite pratique d’élasticité
1. Sollicitations extérieures aux système
Valeur ajoutée
Rapport du projet
Moyenne du projet
16/20
SAE2.04 : Pilotage d’une production stabilisée
Semestre 2